Плоттер – это режущее устройство, которое работает по векторным контурам и позволяет получать аккуратные элементы из самоклеящихся плёнок, бумаги, картона, термотрансферных материалов и некоторых тонких пластиков.
Метод востребован в рекламном производстве, декоре интерьеров, маркировке, изготовлении трафаретов и брендировании одежды.
Качество результата зависит не только от точности оборудования, но и от правильной подготовки макета, выбора ножа, настройки усилия и скорости, а также соблюдения правил работы с материалом. Ниже приведены ключевые принципы, которые помогают стабильно получать чистый рез без заусенцев, недорезов и смещения.
Технология процесса
Плоттерная резка основана на перемещении ножа по заданной траектории: материал подаётся протяжными роликами, а нож поворачивается по направлению движения, вырезая контур. После завершения реза лишние фрагменты удаляются, а готовые элементы при необходимости переносятся на монтажную плёнку или подложку.
Этапы выполнения
- Подготовка макета: создание векторного файла, перевод шрифтов в кривые, объединение/вычитание контуров, исключение наложений и дубликатов.
- Настройка материала: корректная заправка рулона или листа, выравнивание по направляющим, выставление прижимных роликов в рабочую зону.
- Выбор параметров реза: скорость, усилие, количество проходов, компенсация смещения ножа (offset).
- Тестовый рез: проверка, что прорезается материал, но не повреждается подложка (для плёнок) и не рвутся мелкие элементы.
- Основной рез: запуск задания с контролем первых сантиметров, чтобы вовремя заметить увод или неправильный прижим.
- Выборка (прополка): удаление лишнего материала с сохранением нужных деталей.
- Перенос (при необходимости): нанесение монтажной плёнки, разглаживание, перенос на поверхность и снятие монтажки под правильным углом.
Что важно в макете
- Толщина линий не должна вводить в заблуждение: режется контур, а не «толщина» обводки; используйте реальные замкнутые формы.
- Минимальная детализация: слишком тонкие перемычки и мелкий текст трудны в выборке и могут отрываться при переносе.
- Единицы измерения и масштаб: проверьте реальный размер, особенно при импорте из разных программ.
- Учет технологических допусков: для трафаретов оставляйте перемычки, для наклеек – избегайте острых «иголок» на контурах.
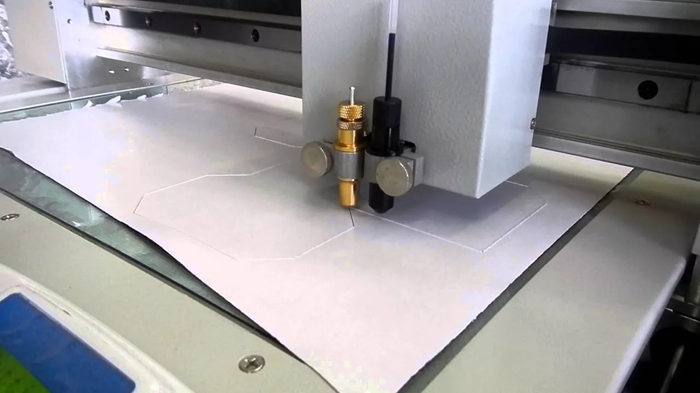
Принцип работы режущего плоттера: узлы, движение каретки, формирование контура
Режущий плоттер превращает векторный контур из программы в точную траекторию лезвия по материалу. Для этого он синхронизирует два движения – подачу полотна и перемещение каретки – и поддерживает стабильное давление ножа на заданной глубине реза.
Качество результата зависит от согласованности механики (ролики, ремни, направляющие), корректных настроек (давление, скорость, офсет) и правильной подготовки файла (замкнутые контуры, масштаб, порядок реза). Понимание того, как устроен плоттер и как формируется контур, помогает быстрее находить причины дефектов и добиваться повторяемости.
Узлы и их роль в процессе резки
- Рама и направляющая каретки – обеспечивают жесткость и геометрию перемещения по оси X.
- Каретка – перемещает держатель ножа, иногда содержит датчик оптического позиционирования (для контурной резки по меткам).
- Держатель ножа – позволяет ножу свободно вращаться и самоустанавливаться по направлению движения.
- Нож (поворотное лезвие) – режет материал; глубина фактически задается вылетом лезвия и усилием прижима.
- Привод каретки (ремень/шаговый или сервопривод) – отвечает за скорость и точность позиционирования по X.
- Подача материала (ведущий вал и прижимные ролики) – перемещают полотно по оси Y и удерживают его без проскальзывания.
- Электроника управления – интерпретирует команды резки, управляет моторами, контролирует ускорения и точки остановки.
Движение каретки и подача материала работают как координатная система: каретка отвечает за смещения по X, а протяжка – по Y. В реальной резке важны не только координаты, но и плавность ускорений: на поворотах и мелких деталях плоттер снижает скорость, чтобы не потерять точность и не «перетянуть» материал.
Формирование контура происходит так: программный вектор преобразуется в последовательность коротких сегментов и дуг, затем – в команды перемещения. Нож, будучи поворотным, разворачивается вслед за направлением движения; для компенсации смещения оси вращения лезвия от точки реза используется параметр офсета. Если офсет задан неверно, на углах появляются «крючки», недорезы или закругления.
- Файл: контуры должны быть чистыми – без дублей линий, самопересечений и разомкнутых участков.
- Настройка реза: минимальный вылет лезвия, достаточное давление, подходящая скорость (особенно для мелких элементов).
- Стабилизация материала: правильная установка роликов, ровная подача, отсутствие перекоса и проскальзывания.
- Контроль углов: корректный офсет, адекватные ускорения, при необходимости – упрощение слишком мелкой геометрии.
Итог: режущий плоттер строит контур за счет синхронной работы каретки и протяжки, а точность обеспечивается механикой, корректной компенсацией офсета и правильной подготовкой вектора. Соблюдение этих правил дает чистые углы, ровные линии и стабильную повторяемость резки на разных материалах.